What the High Power welding module can do for you:
The High Power welding module with infrared (or, alternatively, green or blue) wavelength is an established piece of laser welding technology based on F-Theta lenses. With the High Power welding module, you, as a machine and plant manufacturer or integrator, are ideally positioned to meet customer requirements for very high laser power outputs with 100% process reliability. The High Power welding module with the digitally controlled SUPERSCAN IV-30 2-axis deflection unit can be quickly and easily integrated into new or existing machine and production lines.
The cost-efficient, modular laser welding application is ideally suited to industrial applications with a specified laser working field of up to 300 x 300 mm. These include, for example, welding of battery cell covers or tab welding, i.e. welding of cell contact surfaces made of aluminium or copper plates. The High Power welding module uses remote welding in combination with a robot. Deflection units with apertures of 20 to 30 mm ensure top-quality results during laser welding of metals and plastics.

Flexible wavelengths and materials

Clean-room manufacturing
What you can rely on with Raylase:
We strive, above all, to achieve usability, quality and productivity. That’s why all development, man- ufacturing and functional testing of high-quality laser applications for virtually all sectors happens exclusively in our own in-house laboratories and production facilities. We guarantee fast service and expert maintenance by means of our global support network.
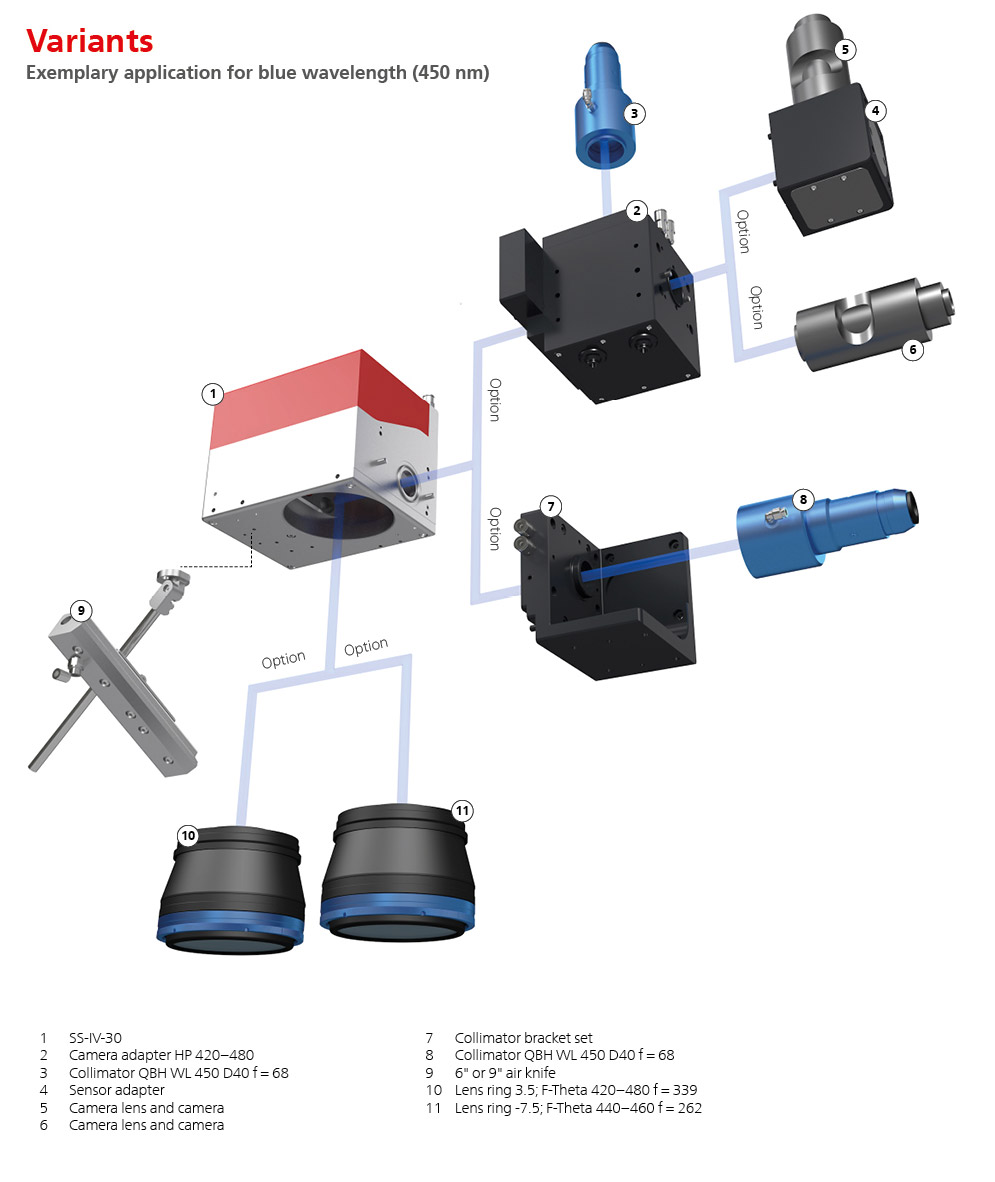
Flexibility that you can see:
The wealth of variants within the various component groups of our High Power welding module maximises your flexibility as a machine and plant manufacturer when planning, designing and (re)constructing diverse production lines. As an engineer, the diversity of options to choose from means that you’ll enjoy a greater scope of design and more freedom to realise your complex developments.
The High Power welding module guarantees the following for all standard fibers and laser wavelengths:
- stable laser power outputs due to diverse mirror substrates and coatings
- flexible process planning thanks to lenses with a range of focal lengths
- creative scope of design thanks to various collimators
- significantly reduced programming effort thanks to highly functional control cards
How we define quality assurance:
Innovative weldseam quality assurance is based on coaxial on-axis process monitoring, achieved by means of a high-power camera adapter for a camera, welding monitoring or a pyrometer.

Monitoring of the welding contour throughout the entire process
In terms of software, the preconfigured control cards also enable fast, smooth integration of the High Power welding module into machines and systems, as well as into high-level systems if required. Preconfigured cards facilitate the customised definition of individual welding cycles.
This is done by the end customer before the start of the process using the mapped laser process in the software – much like a geometry in a CAD system. The plant operator sees the welding contour in the complete process field and can assign various parameters to it, such as laser power output or speed. For example, it is possible to specify that the laser power is to ramp up over a certain period at the start of a contour, distributed over several curve points. Over the course of the welding contour, the metal heats up and absorption increases. It is then possible to specify in the programming that the power should decrease linearly (e.g., by 5%) between two or more points. Finally, at the point where the end and the start of the welding contour meet, the process can be ended with a somewhat steeper downward slope.
A modulation in the laser beam in a spiral-shaped forward motion creates a homogeneous melt pool. With highly functional control cards, you as a machine manufacturer or integrator, will significantly reduce your programming costs, as the software development kit (SDK) makes it much easier to modify a client-side library.
Stable production times with a longer operating time are achieved in the High Power welding module thanks to an optional air knife, which improves optical cleanliness. Optional stainless steel components also offer protection from corrosion.
The perfect companion:

RAYGUIDE: SIMPLE PROCESS SOFTWARE
Guarantees fast and easy interactions for customised programming. User-friendly set-up and calibration of the deflection unit and effortless automation.
SP-ICE 3: CONTROL CARD WITH FEEDBACK
Can be used universally as well as specifically for indi-vidual requirements. The laser system can thus be op-timally controlled, optimised during development and monitored during operation.
